 |








BMS

| 아니. | 주요 매개 변수 | 롤 성형 밀 파라미터 | ||
| 1. | 길이 공차 | ± 1mm (6m) | 성형 스테이션 | 10 단계 |
| 2. | 웨이브 heigh.용인 | ± 0.3mm. | 베이스 | H450. |
| 삼. | 유효 너비 공차 | ± 0.3mm. | 측면 벽 두께 | Q235 T18MM. |
| 4. | 재료 두께 | 0.8-1.2mm. | 샤프트 직경 | 45 # 스틸, Φ75mm. |
| 5. | 유압 모터 | 5.5 KW. | 주요 모터의 힘 | 5 KW. |
| 6. | 항복 강도 | 235-390mpa. | 나사 볼트 | 8.8 학년 |
| 7. | 성형 속도 | 12-15m / 최소 | 타이로드 지름 | Φ22 아연 도금 |
| 8. | 효과적인 크기 | 고객 디자인으로 | 롤러 | CR12MOV, 정밀 가공 |
| 9. | 제어 시스템 | PLC 제어 시스템 | 처리 모드 | CNC 선반, 머리 치료, 하드 크롬 코팅, |
| 10. | 테스트 자료 | BMS는 기계 테스트 2 주 전 2 주 전에 구매할 수있는 공급 재료의 크기를 제공합니다. | ||
작업 흐름
Decoiler → 공급 가이드 장치 → 윤활 장치 → 레벨링 장치 → 메인 롤 성형기 → 유압 전단 구부림 →
유압 포스트 커터 → PLC 시스템→ 유압 스테이션 → 랙 출구
기계 구성 요소 디스플레이
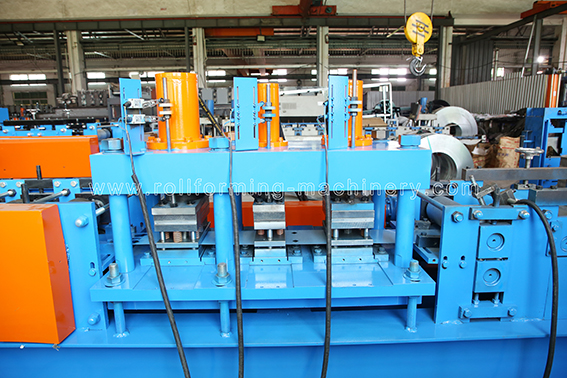

펀칭 장치 메인 롤 성형 밀


유압 포스트 커터 장치 PLC 제어 시스템
기계 생산 제품




![]()






